Обрабатывающие центры с ЧПУ.
Идет загрузка страницы ...




Фрезерный станок с ЧПУ
Станок BEAVERMILL разработан
для большинства типовых операций
по металлообработке и может быть использован в аэрокосмической, автомобильной, электронной, медицинской и других отраслях промышленности.
Параметры
Значение
Габариты станка
Рабочая зона x/y/z
Рабочий стол
Вес
Рабочая подача
Рабочая зона x/y/z
Рабочий стол
Вес
Рабочая подача
1305х1855х1950 мм*
500×350×400 мм
730×300 мм
2000 кг
25 м/мин
500×350×400 мм
730×300 мм
2000 кг
25 м/мин
Станок BEAVERMILL разработан для большинства массовых операций по металлообработке и используется в аэрокосмической, автомобильной, электронной, медицинской и других отраслях промышленности
*Без полок и лампы индикации.

Эргономичный и удобный для оператора
Станок BEAVERMILL спроектирован с учетом удобства для работы оператора. Широкая распашная дверь и продуманная высота элементов станка, позволяют проводить обслуживание из любого положения.
Благодаря панорамному остеклению из триплекса и бестеневой системе освещения рабочей зоны, заготовка подсвечена и хорошо видна со всех сторон, отсутствуют тени и блики.
Триплекс — многослойное стекло, склеенное между собой специальной полимерной пленкой, оно более чем в два раза толще автомобильного стекла, безопасно и устойчиво к царапинам в отличие от полимерных материалов.
Триплекс — многослойное стекло, склеенное между собой специальной полимерной пленкой, оно более чем в два раза толще автомобильного стекла, безопасно и устойчиво к царапинам в отличие от полимерных материалов.
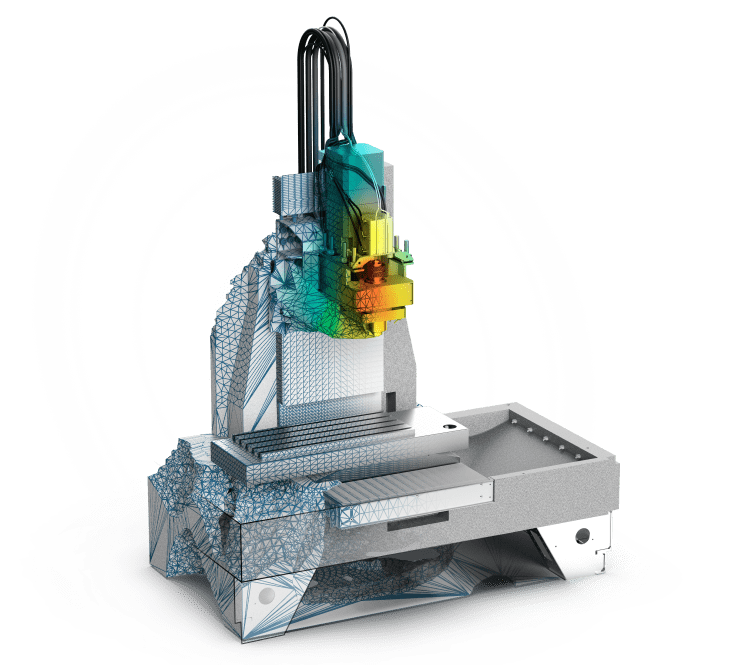
Генеративный дизайн структуры
Станок BEAVERMILL спроектирован с помощью генеративного дизайна, а все структурные части рассчитаны с использованием систем инженерного анализа.
За счет увеличения расстояния между направляющими снизилась нагрузка на рельсы, увеличилась стабильность и жесткость при резке даже труднообрабатываемых материалов.
Станина из синтетического диабаза С-образной структуры с повышенными виброгасящими свойствами, обеспечивает стабильную обработку и экономичную эксплуатацию на всем жизненном цикле станка.
Станина из синтетического диабаза С-образной структуры с повышенными виброгасящими свойствами, обеспечивает стабильную обработку и экономичную эксплуатацию на всем жизненном цикле станка.
Температурная стабильность и демпфирование материала

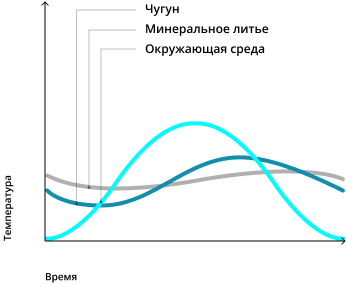
Диагран
Станина BEAVERMILL выполнена из диаграна — смеси кварца, гранита и габбродолерита.
Габбродолерит — это горная вулканическая порода природного происхождения, большая часть мировой добычи которой осуществляется в РФ.
Диагран обладает превосходными виброгасящими свойствами, химической стойкостью и термической стабильностью, в отличие от чугуна, стали и других металлов.
Диагран обладает превосходными виброгасящими свойствами, химической стойкостью и термической стабильностью, в отличие от чугуна, стали и других металлов.
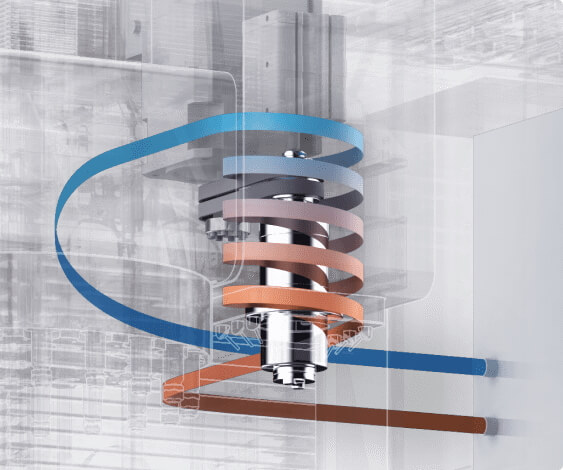
Шпиндельный узел
BEAVERMILL оснащен масляным чиллером для охлаждения шпинделя через рубашку.
Чиллер нужен для отведения тепла от шпиндельной бабки и подшипников. Обеспечивает стабильность температуры даже после многочасовой обработки на высокой скорости.
Шпиндельный узел оснащен улучшенным лабиринтным уплотнением и защищен от проникновения микрочастиц повышенным давлением воздуха внутри.
Шпиндельный узел оснащен улучшенным лабиринтным уплотнением и защищен от проникновения микрочастиц повышенным давлением воздуха внутри.

Моментные характеристики шпинделя




Система смены инструмента
Магазин включает 20 инструментов и является самым емким среди станков подобного класса. Вы можете обрабатывать сложные детали или несколько различных компонентов с одной наладки, без замены инструментов в магазине.


Надежные решения
Станок BEAVERMILL оборудован роликовыми направляющими, которые обеспечивают станку более высокую жесткость. Направляющие смазываются импульсной системой смазки, работающей от системы ЧПУ. Система подает необходимую дозу смазки к каждому исполнительному органу, минимизируя расход. Принудительная подача воздуха под кожухи обеспечивает дополнительную защиту направляющих от стружки.

Система подачи СОЖ
и обдува для заготовки
и обдува для заготовки
Система позволяет подавать как СОЖ, так и воздух в зону обработки для фрезерования различных материалов.
Система смыва стружки
Поверхности станины спроектированы с естественными углами скатов, что позволяет стружке самой скатываться в бак.



Бак для сбора стружки
Бак для сбора стружки откидной, позволяет высыпать стружку в мешки или другую тару. Полностью выдвигается для легкого обслуживания. Емкость 115 литров.
Режимы обработки основных материалов






Алюминий Д16Т
1
D = 63 мм
Vc = 600 м/мин
n = 3031 об/мин
Ar = 3 мм
F = 3638 мм/мин
Ae = 55 мм
Vc = 600 м/мин
n = 3031 об/мин
Ar = 3 мм
F = 3638 мм/мин
Ae = 55 мм
Сталь 40Х
1
D = 63 мм
Vc = 250 м/мин
n = 1263 об/мин
Ar = 3 мм
F = 442 мм/мин
Ae = 55 мм
Vc = 250 м/мин
n = 1263 об/мин
Ar = 3 мм
F = 442 мм/мин
Ae = 55 мм
2
D = 12 мм
Vc = 350 м/мин
n = 9284 об/мин
Ar = 27 мм
F = 4177 мм/мин
Ae = 3 мм
Vc = 350 м/мин
n = 9284 об/мин
Ar = 27 мм
F = 4177 мм/мин
Ae = 3 мм
2
D = 12 мм
Vc = 250 м/мин
n = 6631 об/мин
Ar = 27 мм
F = 1326 мм/мин
Ae = 2 мм
Vc = 250 м/мин
n = 6631 об/мин
Ar = 27 мм
F = 1326 мм/мин
Ae = 2 мм
3
максимальный
размер резьбы
М16
размер резьбы
М16
3
максимальный
размер резьбы
М12
размер резьбы
М12
максимальный
диаметр сверления
25 мм
диаметр сверления
25 мм
4
максимальный
диаметр сверления
16 мм
диаметр сверления
16 мм
4
Прецизионный пакет*
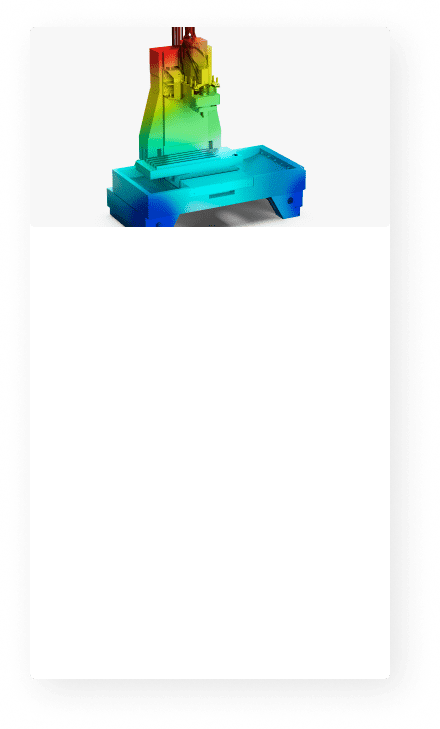
Интеллектуальная термокомпенсация*
— Компенсация перемещения шпиндельного узла, вызванного расширением шпиндельной бабки при высоких скоростях.
— Компенсация нагрева, вызванного расширением структурных частей станка, (основание и колонна) при энергоемких режимах обработки.
— Компенсация изменения температуры окружающей среды.
— Компенсация нагрева, вызванного расширением структурных частей станка, (основание и колонна) при энергоемких режимах обработки.
— Компенсация изменения температуры окружающей среды.
Шабрение посадочных мест*
Калибровка интерферометром*
Обеспечивает плоскую и точную опорную поверхность для установки компонентов станка. За счет увеличения площади контакта между сопрягаемыми поверхностями увеличивается и жесткость соединения в станке.
Существует около 25 ключевых поверхностей, которые должны быть отрихтованы на вертикальном обрабатывающем центре, чтобы станок можно было "подогнать" вместе, а не "собрать" для увеличения жесткости конструкции. Такие поверхности включают, например, соединение колонны с базовыми компонентами, картриджа шпинделя с корпусом шпинделя, посадочных мест блока шариковинтовых подшипников
Существует около 25 ключевых поверхностей, которые должны быть отрихтованы на вертикальном обрабатывающем центре, чтобы станок можно было "подогнать" вместе, а не "собрать" для увеличения жесткости конструкции. Такие поверхности включают, например, соединение колонны с базовыми компонентами, картриджа шпинделя с корпусом шпинделя, посадочных мест блока шариковинтовых подшипников
Данные об ошибках шага винта, собранные лазерным интерферометром, импортированы непосредственно в систему для автоматического создания параметров компенсации ошибок шага винта.
Интеллектуальная система ЧПУ обеспечивает технологию компенсации тепловых ошибок с помощью датчиков и дополнительных высокоточных датчиков температуры для сокращения времени прогрева, обеспечивая мгновенный запуск и повышая рентабельность станка.
Интеллектуальная система ЧПУ обеспечивает технологию компенсации тепловых ошибок с помощью датчиков и дополнительных высокоточных датчиков температуры для сокращения времени прогрева, обеспечивая мгновенный запуск и повышая рентабельность станка.
Система привязки заготовки
Беспроводной щуп производит привязку заготовки с точностью 1 мкм во всех направлениях. Наработка на отказ более 1 миллиона циклов. Время работы от батареи до двух лет.


Система измерения инструмента
Датчик позволяет измерять длину и диаметр инструмента, а также определять сломанный инструмент. Точность измерения 1 мкм.

Дополнительные полки
Позволяют компактно хранить оправки и разбирать инструмент на рабочем месте. Позволяют компактно хранить оправки и разбирать инструмент на рабочем месте.
Стол
Размер
Т-образные пазы (количество х размер)
Максимальная нагрузка на стол
Т-образные пазы (количество х размер)
Максимальная нагрузка на стол
300х730 мм
5x14 мм
200 кг
5x14 мм
200 кг
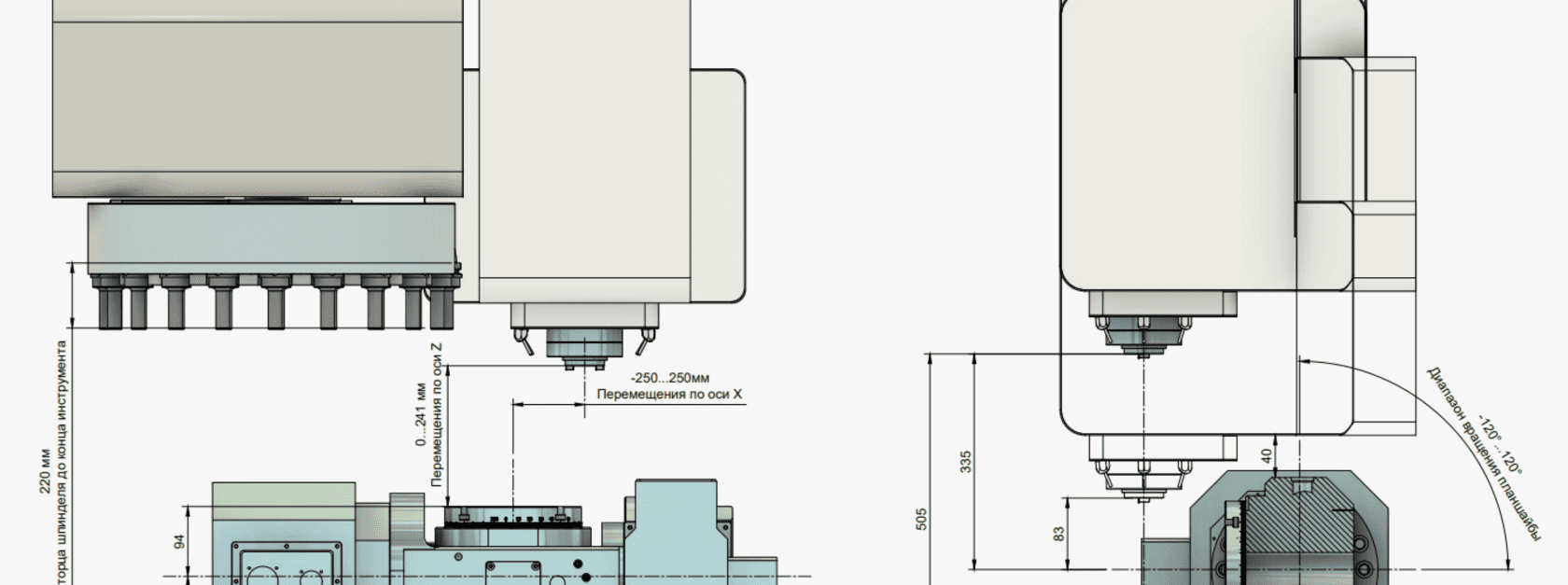
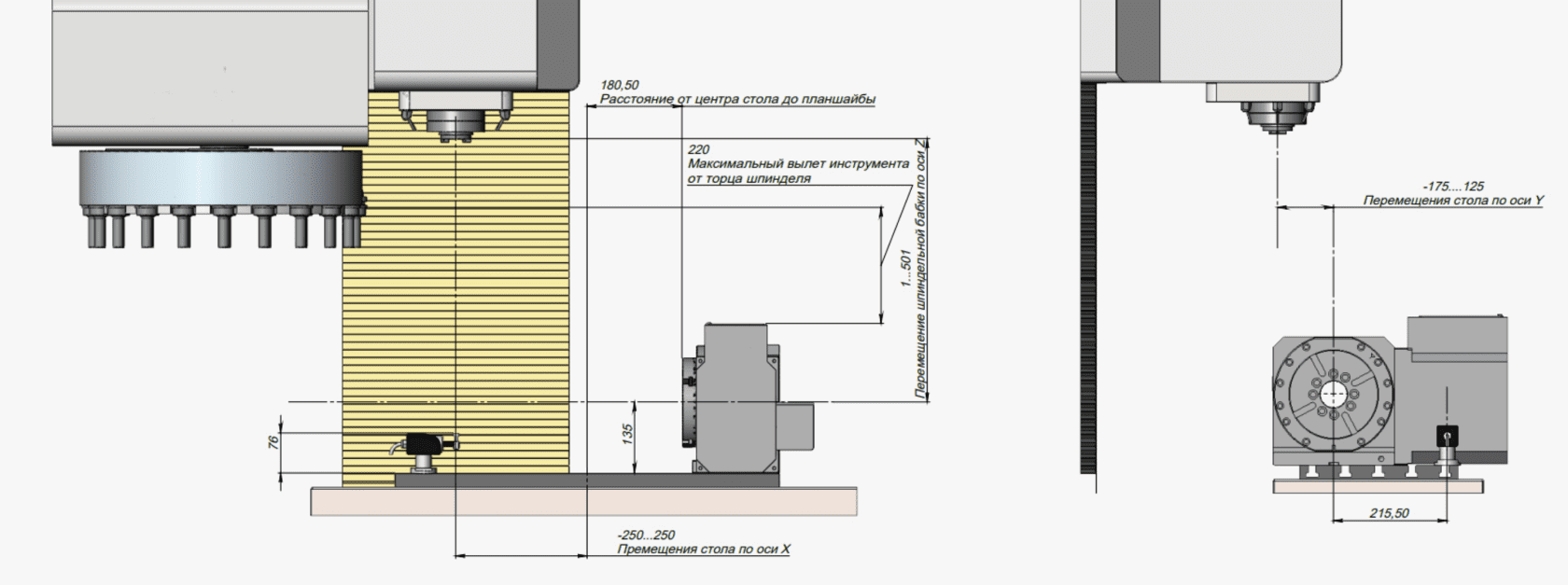
Перемещения
Ось X
Ось Y
Ось Z
Расстояние от торца шпинделя до стола
Ось Y
Ось Z
Расстояние от торца шпинделя до стола
500 мм
350 мм
400 мм
90–490 мм
350 мм
400 мм
90–490 мм

ШПИНДЕЛЬ С КОНУСОМ BT30
Скорости
Автоматическое устройство смены инструмента
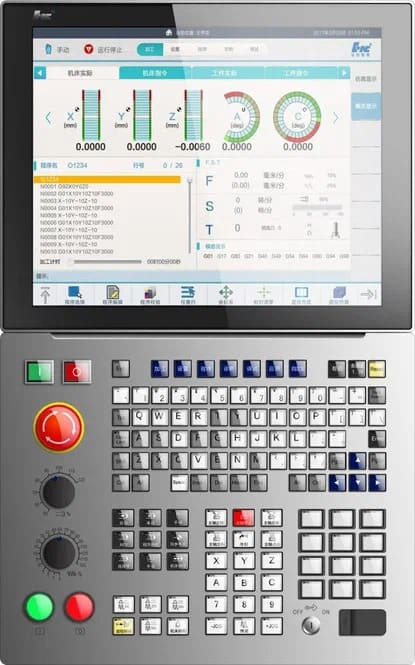
ЧПУ контроллер HNC808
Общая информация
- 12 000 об/мин, ременный привод, 7,5 кВт, 58,8 Н*м
- 15 000 об/мин, мотор-шпиндель, 7,5 кВт, 17,5 Н*м
- 30 000 об/мин, мотор-шпиндель, 7,5 кВт, 4 Н*м

Скорость рабочей подачи
Скорость холостых перемещений
Скорость холостых перемещений
25 м/мин
38 м/мин
38 м/мин

Количество
Максимальный диаметр инструмента
Максимальный вес инструмента
Цикл инструмент-инструмент
Максимальный диаметр инструмента
Максимальный вес инструмента
Цикл инструмент-инструмент
20 инструментов
63 мм
2,5 кг
3 сек
63 мм
2,5 кг
3 сек

- Генерирует траекторию с нанометровой точностью
- Управляет приводами с абсолютными энкодерами
- 2Гб оперативной памяти
- Совместим с Fanuc
Габаритные размеры
(длина х ширина х высота)
Вес
(длина х ширина х высота)
Вес
1305х1855х1950 мм*
2 000 кг
2 000 кг
*Без полок и лампы индикации

Системы ЧПУ
HNC 808
HNC 848

- HD ЖК экран 10,4″
- Цифровое управление приводами с обратной связью
- Высокоточные энкодеры с 16 миллионами позиций
- Жесткое нарезание резьбы
- Функция поддержки двусторонней компенсации ошибки шага по 20 000 точкам (опция)
- Поддержка TCPIIP, Ethernet и других протоколов связи сетевых портов
- Контроль поломки инструмента
- Превентивное обслуживание
- Интеллектуальная оптимизация процесса обработки
- Термокомпенсация
- Память 8 Гб
- HD ЖК экран 17″
- Технология высокоскоростного и высокоточного управления
- Автоматическая калибровка по 5 осям
- Функция 5-осевого RTCP
- Одновременная пятиосевая обработка
- Технология компенсации ошибок
- Память 8Гб
Параметры
HNC 808
HNC 848
Количество одновременно управляемых осей
Жесткое нарезание резьбы
Ethernet
Системы координат заготовки
Компенсация ошибки шага и люфта
Термокомпенсация
Наноинтерполяция
Компенсация пространственной ошибки
Трехмерная защита от столкновений
3
+
+
+
+
—
—
—
5
+
+
+
+
+
+
+
G54.1 — G54.60 Всего 60